PROFINET is demonstrating that it is the ideal backbone for Industrie 4.0
The topic of Industrie 4.0 can be examined from many aspects that differ, above all, in their degree of complexity. At the core, however, it boils down to a simple formula: Data plus connectivity lead to increased productivity.
In many discussions currently dominating the topic of Industrie 4.0, the impression is given that a new phenomenon is involved. And yet the foundation for Industrie 4.0 was laid decades ago with the start of digitization. Although this has progressed differently in individual industry sectors, the requirements are ultimately always the same. “At the core, measured values must be generated from a machine, plant, or process in such a way that they can be further used in a meaningful way,” said Karsten Schneider, Chairman of PI (PROFIBUS & PROFINET International). This is the only way, for example, to reduce energy and raw material consumption, increase the service life of machinery, reduce the downtimes of combined operations, shorten times to market, and increase product output. The process doesn’t stop with the generation of data, according to Schneider: “The information must be prepared and analyzed as well as transported to the corresponding control or management level.”
Data as a valuable raw material
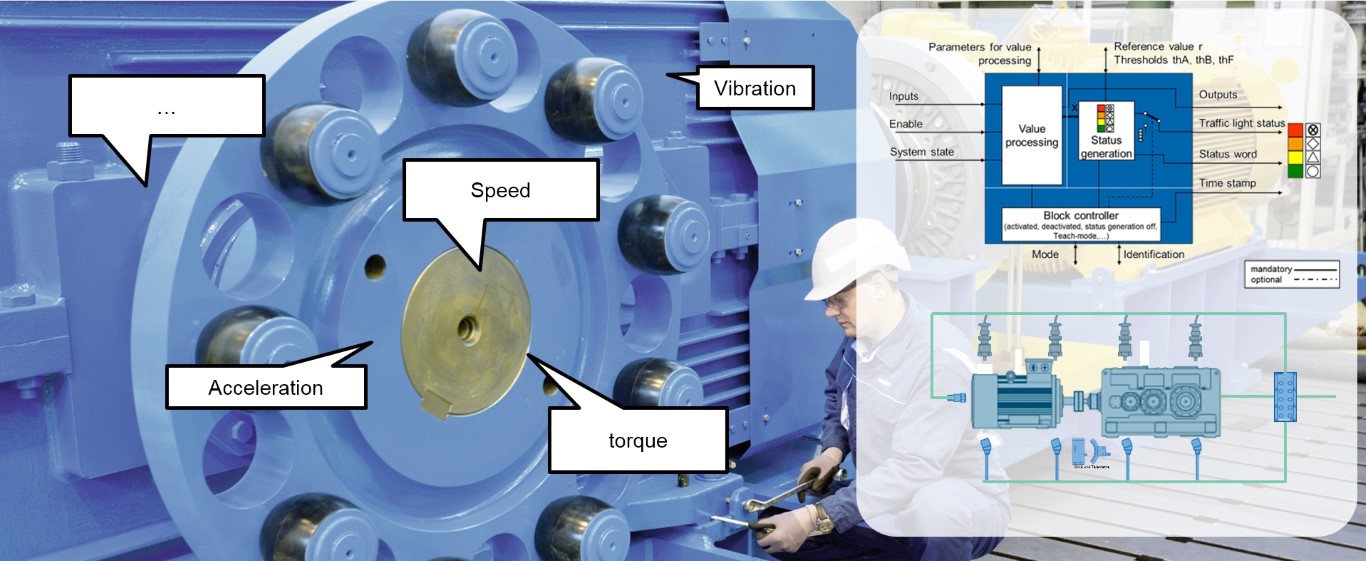
What that means in detail can be seen from looking at a simple temperature display. A temperature value of 72 is initially just a raw data value without further meaning. It acquires meaning only after the degree value is specified: it becomes useful when a semantics adds that the operating limit is 40 degrees Celsius and that the limit is being exceeded at the moment. This also applies to the fieldbus: fieldbus data become of interest to and useful for the user when it is combined with a semantics. Examples of this are the profiles for PA, Drives, PROFIsafe, PROFIenergy, etc. that ensure (added) value of the data. The expanded data are essential for Condition Monitoring, Asset Management, or Energy Management. For example, a PA profile supplies limit values for a process. The Drives profile defines a uniform drive application model with standardized state variables, such as status, position, and velocity, as well as a uniform diagnostics system for monitoring and maintenance. The PROFIenergy profile is already being used in practice to selectively switch off individual machines in order to save energy, especially during machine idle times. “The profiles thus assess the data and make the qualification to some extent so that the data can be further used in a meaningful way,” explained Schneider. While these data can also be manually generated, the effort involved is very high. Thus, gains in productivity result just by using the profiles!
Velocity is not everything, data variety also counts
Speed and the effort for data retransmission also determine productivity. Accordingly, a welding robot primarily supplies its data to and is controlled by the PLC, e.g., the enable for welding when the workpiece is positioned. But it also provides data used for quality management. Various protocols are available for this, which may require different networks. “The user doesn’t want to deal with different networks, however,” said Schneider. It is already possible today to use a single network for all these tasks. PROFINET is the only standard that meets the real-time requirements of high-performance machines (e.g., isochronous real-time with cycles of less than 0.1 ms) and is simultaneously open for IP communication (e.g., for maintenance tasks via video). PROFINET also shows itself to be flexible in relation to other communication standards. For example, PROFINET can be used for automation of a screwdriver control in real-time. Quality data such as tightening torques can then be transmitted to the quality management systems via OPC UA.
Connectivity for new business models
Connectivity also enables new business models, as an example from the agricultural industry demonstrates. For a major grain processing operation in the USA (Riceland Foods), Temputech recently developed a cloud-based system under PROFINET. The system monitors and manages the conditions of both the grain (e.g., temperature and humidity in the silo) and the plant components (conveyor belts, bucket elevators, etc.), thus supplying all information from the process to the plant operators so they can intervene proactively. During harvest time, in particular, there are often more than 25 trucks waiting to unload. A disruption in the process flow, caused by feeding at too high a speed, was a recurring problem that resulted in long queues. Thanks to PROFINET, plant operators not only have real-time access to disruptions in the process but are also shown trends that enable them to intervene much faster than before. In addition, data are transmitted to the cloud where they are analyzed for preventive maintenance with modern analysis tools. Temputech, which was previously responsible only for implementing the automation system, has now transformed into a proactive software analysis company.
“The example clearly shows how IT (Information Technology) and OT (Operations Technology) are merging and bridging their individual different characteristics,” said Schneider in describing the current transformation. Up to now, IT networks mainly serve large bandwidths and connect various locations, while production networks are mainly characterized by high performance and short latency times. At Riceland, the network transitions are blurred, however.
Activities within PI
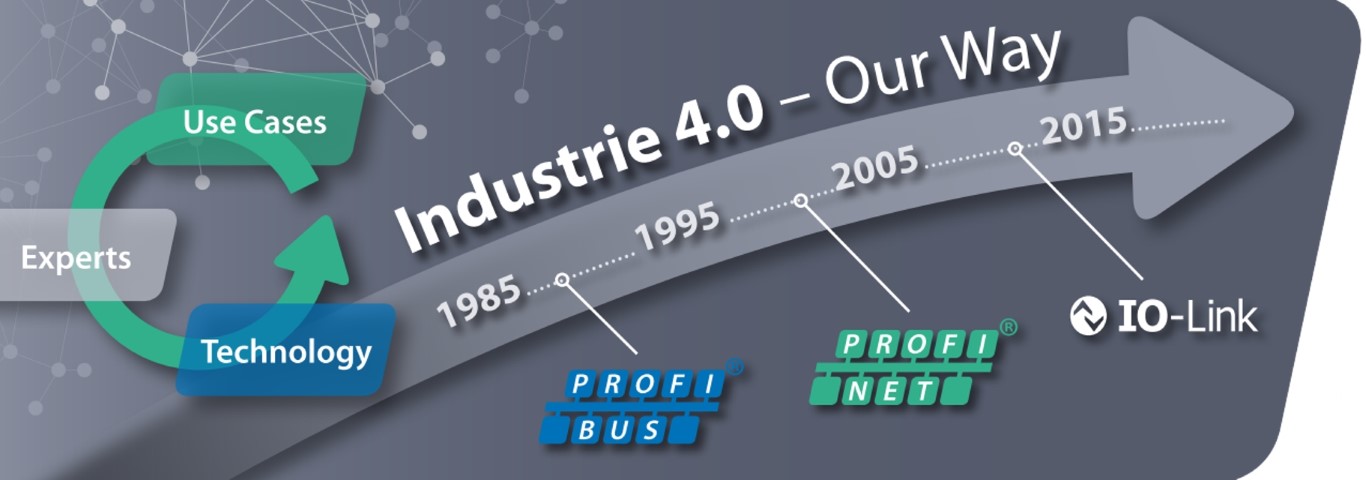
With efficient handling of measured values and further processing in networks, PI has been plotting a course for digitization for more than 25 years, starting with development of PROFIBUS and PROFINET and recently with the introduction of IO-Link. PI will continue on this path in future, as well. An emphasis is being placed on further development of the profiles so that meaningful data are produced.
On the other hand, other requirements in the Industrie 4.0 environment are already met by PI technologies today. For example, PROFINET networks with over 15,000 nodes operate smoothly and not only supply production data but also prepare it using PROFIdrive or PROFIenergy in such a way that it can be used to achieve real added value. A notable characteristic of PROFINET is that it relies on standard IT technologies while simultaneously meeting stringent real-time requirements. The convergence of real-time-capable traffic with IP-based traffic, which will significantly increase in Industrie 4.0 applications, has long since been firmly anchored in the PROFINET architecture.
Use of the new TSN-capable standard Ethernet block does not pose a problem for manufacturers of PROFINET devices. On the contrary: in TSN, PI sees a major opportunity to combine the strengths of PROFINET and TSN, thereby generating further added value for customers and placing PROFINET on a future-oriented foundation for Industrie 4.0. “From the user perspective, it is critical that the proven PROFINET services, profiles, and user interfaces, such as diagnostics, alarms, PROFIsafe, and PROFIdrive remain unchanged. We are pointing out how this technology can be used in PROFINET networks,” said Schneider. Special consideration is being give to the seamless transition to today’s installations so that users can be shown an easy way to TSN-based networks. The initial results of the PI Working Group are expected to be available for SPS/IPC/Drives 2016.
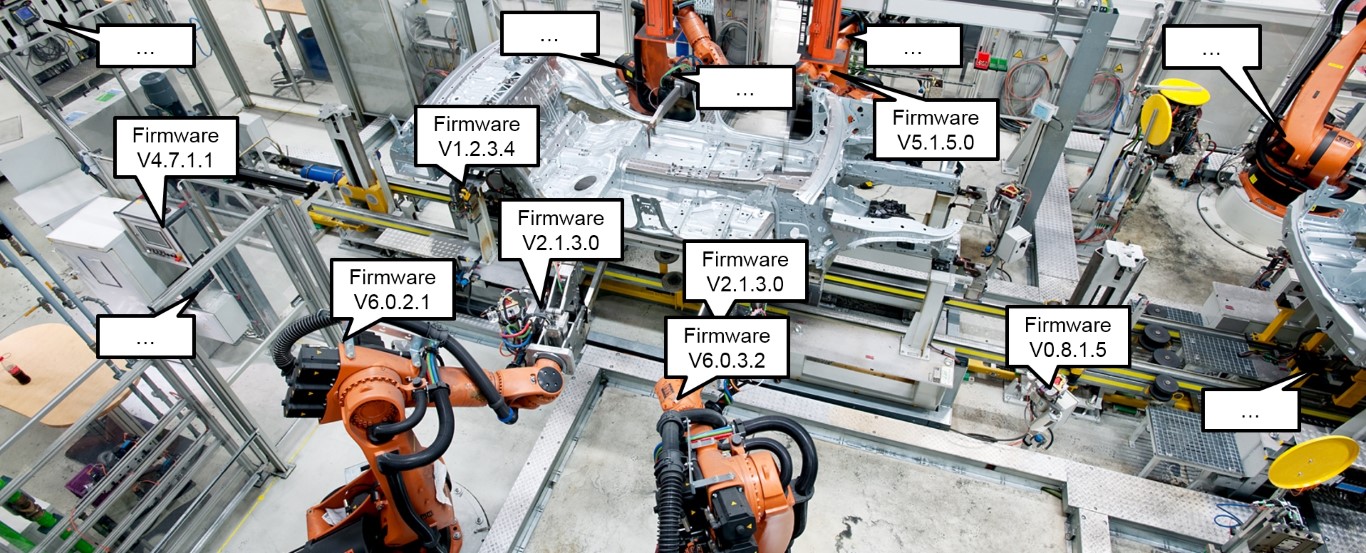
Activities in the Asset Management area are already complete. Here, the PI Working Group dealt with very commonplace problems. For example: For large installations with hundreds of devices, it is not always clear whether all supplied devices meet the in-house installation guidelines (e.g. released firmware/hardware versions). To check every individual device would be too time consuming or perhaps even impossible. In the future, this check can be made via the network. “Information on lower-level devices are also included here and a standardized dataset is made available even if these are not connected to PROFINET,” said Schneider about a commonplace scenario. PI is thus ensuring uniform information, which makes it easier to use.
Conclusion
Industrie 4.0 requires close connectivity between (autonomous) automation components, machinery and equipment, and IT systems – including across locations or between companies. The strength of PROFINET lies in its universal usability in all important market segments of automation technology. PROFINET has long since been established in most industry sectors and is optimally adapted there to individual requirements through its scalable communication. And, thanks to the profiles, easy engineering is already possible today. PROFINET is thus the ideal backbone for Industrie 4.0.
Author: Sabine Mühlenkamp, Freelance Journalist