Process plants must be safe for people, products and the environment. Ethernet is the de facto communication standard, but it does not meet the requirements of process automation without modification. Ethernet with an Advanced Physical Layer (Ethernet-APL) enables long cable lengths, explosion protection, communication and power supply over two wires. Based on IEEE and IEC standards, Ethernet-APL also supports the PROFINET automation protocol and will become an important, long-term stable technology for the entire process automation.
By Dr. Jürgen Ficker, Product Manager at SIEMENS AG and Frank Riemenschneider, Senior Marketing Manager at SEGGER Microcontroller GmbH
With the ever-increasing success of Ethernet in the most diverse areas of industry, the process industry also began to consider a new form of communication. It is true that there was already the widely used 4-20 mA communication, which can also communicate digitally with the HART protocol, as well as purely digital fieldbuses like PROFIBUS PA. Nevertheless, users mainly missed the user-friendliness, which on the one hand is very limited due to the slow data rate and on the other hand requires special knowledge during implementation.
However, any new communication system that primarily focuses on this user-friendliness still faces other challenges in the process industry. First and foremost is the issue of explosion protection. If we imagine a refinery that works with flammable and explosive substances, it must be ensured that electronic devices and their communication do not lead to an explosion. If we stay with the example of the refinery, the expansion of the industrial plant alone is significantly larger than is familiar from the norm in factory production. This leads to the important requirement that line lengths of up to one kilometer must be possible, a clear challenge compared to the 100 m for standard Ethernet. The comparison between a factory production line and a refinery also reveals another requirement: devices and their communication must be robust and simple. Devices and connection technology should function for more than 20 years and must be repairable, especially at night and in bad weather. This results in the desire for a maximum of two communication wires that transmit not only the protocol but also the power supply to the devices.
Leading suppliers and standards organizations in the process industry have therefore joined forces for the development and adoption of a new open standard for a physical Ethernet layer for use in process automation and instrumentation. This new Ethernet physical layer, also known as “Ethernet-APL” for short, together with automation protocols, will be one of the key enablers for IIoT in process automation and an essential prerequisite for extending the digitized world into process automation and instrumentation.
Ethernet-APL enables a logical extension of Ethernet-based communications from enterprise systems into the field layer. This final meter of Ethernet connectivity enables the enterprise headquarters to receive data from all regions of its extensive network. Ethernet is a widely accepted standard for wired digital communications, standardized in IEEE 802.3. Its wide acceptance has created an ecosystem of standardized tools for installation, troubleshooting, and diagnostics.
The New Ethernet-APL Standard
Ethernet-APL is the logical extension of Ethernet and provides the features required for reliable operation in the field of a process plant. It is an extended physical layer for single-pair Ethernet (SPE), based on 10BASET1L, communicating at 10 Mbit/s full-duplex over cable lengths of up to 1000 m. Compared to digital fieldbuses, this is more than 300 times faster. As a physical layer in the OSI layer model (layer no. 1), Ethernet-APL supports every other higher-level protocol in OSI layers 5 to 7, including of course PROFINET.
Application layer protocols, which have been used for many years, especially in discrete automation, can be implemented without any problems. As part of the extension of the specifications on the physical layer of Ethernet-APL, the corresponding test specifications and certifications can also be adapted. This ensures that the implementations comply with the standards.
Communication is based on 10BASE-T1L as defined in IEEE standard 802.3cg-2019. The additional electrical characteristics required for the process industry follow the relevant IEC standards and ensure interoperability and simplicity in use.
Components and Topologies
Ethernet APL switches isolate communications between segments, of which there are two types: The “trunk” provides high power and signal levels for long cable lengths of up to 1000 m, and the “spur” segment provides lower power with optional intrinsic safety for lengths of up to 200 m.
A so-called power switch, usually externally powered, feeds electrical power and communications into one or more trunk ports. The field switch provides at least one port to which a spur can be connected. It can be powered by the Ethernet APL trunk or externally. Port profiles specify the levels for electrical power and communication signals to ensure interoperability amongst: there are P (Powered, energy source), L (Load, energy consumer) and C (Cascade, for daisy chain configurations).
Ethernet-APL specifies fieldbus cable Type A, IEC 61158-2 as reference cables of AWG classes 22 – 14 with a wiring cross-section of 0.324 up to 2.5 mm2. This enables simple migration strategies for existing fieldbus installations, including intrinsic safety support. Ethernet APL mandates polarity independence when tracking, which reduces wiring errors during installation.
Ethernet-APL is designed to support different installation topologies with optional redundancy or failover concepts.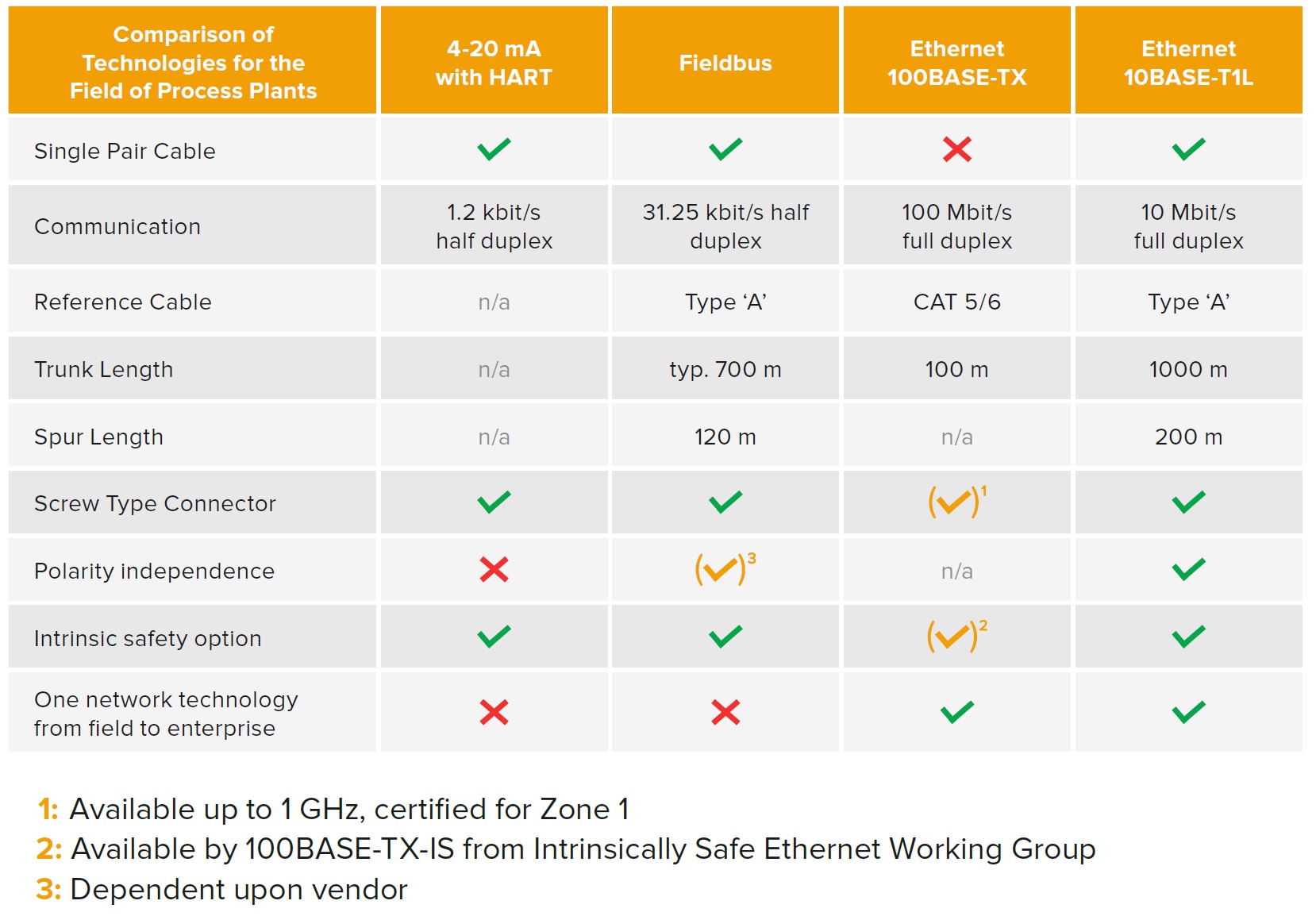
Advantages in Operation
Plant efficiency is becoming an increasingly important issue in process automation. To achieve this, it is necessary to ensure that a process plant operates reliably, provides information about future instrumentation maintenance intervals, and is easy to diagnose in the event of a malfunction. The basis for these aspects is the continuous collection and analysis of data from the installed base.
Ethernet-APL supports all the requirements of a highly efficient process plant, such as reliability, high availability, predictive maintenance, diagnostics and interoperability. Ethernet technology in the field of process plants integrates operational technology (OT) with IT technology and achieves the vision of unified network technology.
Field devices often contain a lot of data such as self-diagnostic functionalities. With Ethernet APL, this data can be accessed in real time in parallel with process control. This makes it possible to develop additional services, business models and unique selling points to differentiate field devices. Ethernet-APL significantly reduces the cost of accessing this useful data compared to traditional technologies by eliminating the need for protocol converters, additional system components or retrofit solutions that would otherwise be required.
There are virtually no limits to how the data can be further processed in IIoT applications. Maintenance dashboards or trend monitoring of process values support targeted process optimization.
Implementation in Field Devices
In principle, the implementation of Ethernet-APL in field devices requires only a limited effort regarding the PHY and the protocol stack. However, due to the use of field devices in hazardous environments, there are limitations in terms of electrical power and space. In particular, the output power of an APL stub connecting APL field switches to the field devices must not exceed 540 mW at 15 VDC. This is a result of the T6 temperature requirement from an Ex perspective for field devices, which means that the device must draw significantly less than 540 mW, even in the event of a fault.
This power limitation and the Ex requirements for an intrinsically safe device cannot be met with a conventional microcontroller. Instead, it is mandatory to use an ultra-low power (ULP) microcontroller.
The major design challenge now is that ULP MCUs are resource-constrained to minimize power consumption: They typically do not have an integrated MAC and rely on lower clock frequencies and comparatively low software memory requirements to minimize power consumption, as larger flash memories in particular drive up power consumption. A standard Ethernet PHY chip without MAC, as offered by various chip manufacturers, is therefore not sufficient here. Instead, a combined MAC/PHY chip such as the ADIN1110 from Analog Devices could be used.
Example Solution – from Microcontroller to IP Stack
Siemens has been using components of SEGGER’s all-in-one embedded operating system emPower OS for many years, namely the RTOS embOS and the IP stack emNet. To achieve the power budget and meet the Ex specifications, an ultra-low power STM32L4 microcontroller from ST Microelectronics is used, paired with the ADIN1110. SEGGER then also supplied the appropriate driver to support the ADIN1110. This results in a generic solution platform consisting of IP stack, driver, MCU and MAC-PHY, which is ideal for many applications in process technology.
The reason is simple: emNet offers high performance even on the smallest ULP microcontrollers. The dual IPv4/IPv6 TCP/IP stack for embedded systems was developed from the ground up for resource-constrained embedded applications and is known for its low memory requirements while being flexible and expandable. For example, the complete stack on a Cortex-M-based microcontroller occupies takes up less than 20 KB of ROM and only 1.5 KB of RAM (without read/write buffers).
emNet also offers easy integration without configuration effort. Its design, specifically targeted at embedded devices, makes it very efficient in terms of packet processing speed. This means that even small, low-frequency microcontrollers such as the STM32L4 deliver excellent network performance.
Last but not least, emNet’s flexible PHY driver layer provides support for virtually any Ethernet PHY transceiver. Included in emNet is a generic PHY driver compatible with almost all single-port PHYs on the market that follow the IEEE 802.3u standard. Support for other PHY-like devices such as Ethernet switches is also available.
Implementation in Field Devices
The implementation of the communication in concrete field devices is an important step that is necessary for a widespread introduction of the new communication. Siemens was able to demonstrate that this is already possible as a prototype at the virtual ACHEMA 2021. The advantages of this new form of communication were also demonstrated. Thanks to the significantly higher data rate, user-friendly parameterization of the field devices is now possible. The Ethernet-APL device can be prepared for operation both in the classic way via the usual parameterization tools and via the integrated web server. The web server, especially, allows a fast and flexible handling, adapted to the special application environment. This also enables immediate and detailed diagnostics in order to be able to react reliably to problems in the process. But the new devices can also be better operated via classic parameterization tools. Thanks to FDI packages with a wide range of functions as standard, integration is possible independently of the control system provider with similar operation. One advantage for the implementation is that Siemens co-founded both technologies, Ethernet-APL and Field Device Integration (FDI) and has decisively supported them from the very beginning.
In addition to the pure physical layer, the application layer is also important for a field device, i.e. which application protocol is used. To enable the greatest possible variety of applications, Siemens relies on the two most important protocols, Profinet and Ethernet/IP. To guarantee the reliability of these protocols, the respective certification with the fieldbus organizations is crucial. However, process automation profiles also ensure the necessary compatibility in the applications of the process industry.
Outlook
The results of an extensive test of Ethernet-APL at BASF show that Ethernet-APL is also proving successful in the first practical applications. Many of the expected advantages were proven in practice: The simple and flexible installation as well as the easy commissioning were confirmed. The physical layer “Ethernet-APL” proved to be a stable and fast Ethernet communication even over two-wire fieldbus cables. In addition, data transmission via the “second channel” could be tested in parallel to the controller according to the NAMUR Open Architecture concept.
With these positive results, nothing stands in the way of the successful introduction of this future-oriented communication and all customers can be happy about a useful innovation in the process industry.
About The Authors
 Dr. Jürgen Ficker studied physics at the Friedrich-Alexander University of Erlangen-Nuremberg and earned his doctorate at the Technical University of Darmstadt. He works as a product manager in the Process Automation division at Siemens’ Digital Industries division in Karlsruhe.
Dr. Jürgen Ficker studied physics at the Friedrich-Alexander University of Erlangen-Nuremberg and earned his doctorate at the Technical University of Darmstadt. He works as a product manager in the Process Automation division at Siemens’ Digital Industries division in Karlsruhe.
 Dipl.-Ing. Frank Riemenschneider studied electrical engineering with a focus on processor architectures at Leibniz University in Hanover. He works at SEGGER Microcontroller GmbH in Monheim as Senior Marketing and PR Manager.
Dipl.-Ing. Frank Riemenschneider studied electrical engineering with a focus on processor architectures at Leibniz University in Hanover. He works at SEGGER Microcontroller GmbH in Monheim as Senior Marketing and PR Manager.