Rheonics Viscosity Sensors and IO-Link
Addressing The Critical Challenge of Coating
 In the automotive and aerospace sectors, the viscosity and density of coating materials (primers, basecoats, clearcoats) are not just variables—they are the primary determinants of transfer efficiency and coating quality. Industry data indicates that up to 60% of coating defects (such as orange peel, cloudiness, and mottling) are directly attributed to poor viscosity control.
In the automotive and aerospace sectors, the viscosity and density of coating materials (primers, basecoats, clearcoats) are not just variables—they are the primary determinants of transfer efficiency and coating quality. Industry data indicates that up to 60% of coating defects (such as orange peel, cloudiness, and mottling) are directly attributed to poor viscosity control.
Traditional methods rely on manual efflux cups (Ford, Zahn, ISO), which are performed intermittently (e.g., every 2-4 hours). These methods suffer from operator variability (with a ±15% error margin) and fail to account for temperature-induced changes in viscosity, resulting in sawtooth consistency profiles that lead to costly rework and material waste.
The integration of Rheonics’ inline SRV (viscosity) sensors with IO-Link digital communication replaces these snapshots with a 24/7 video-stream of process data, enabling the sub-second control loops required by high-volume automotive OEM manufacturing.
Viscosity and Quality: An Inseparable Relationship
Inline viscometers measure viscosity directly in the process stream and under operating conditions that more closely represent actual application behavior. Two aspects are particularly relevant for coating systems:
- Shear rate correlation: During spraying, coatings are exposed to elevated shear rates as they pass through pumps, hoses, and spray nozzles. Inline viscometers operate under defined mechanical excitation that better correlates with these shear conditions than gravity‑driven cup measurements.
- True behavior representation: Because measurements are continuous and performed inline, changes in viscosity caused by temperature variation, solvent evaporation, or formulation drift are detected as they occur. This allows process control logic to respond immediately rather than after defects have already been produced.
This continuous data stream impacts three critical areas:
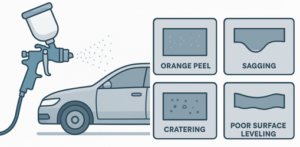 Surface finish & atomization physics: Viscosity dictates how paint breaks up at the spray nozzle. If viscosity is too high, atomization is poor, causing “orange peel” (uneven leveling). If too low, it causes “sagging” (runs).
Surface finish & atomization physics: Viscosity dictates how paint breaks up at the spray nozzle. If viscosity is too high, atomization is poor, causing “orange peel” (uneven leveling). If too low, it causes “sagging” (runs).
- Data impact: Viscosity sensors enable tight control by integrating them into local control systems, ensuring consistent droplet size distribution regardless of ambient conditions.
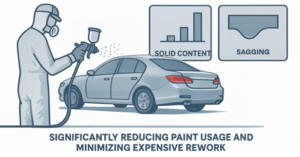 Cost control via film thickness (build): Automotive specs often require a film thickness tolerance of ±0.5 to 1.0 microns.
Cost control via film thickness (build): Automotive specs often require a film thickness tolerance of ±0.5 to 1.0 microns.
- Data impact: By strictly controlling the solid content via density and viscosity, the system prevents “over-coating.” Reducing the average film thickness by just 1 micron across a vehicle body, while staying within spec, can save on paint usage for a high-volume plant.
 Solvent & temperature dynamics: Viscosity is heavily temperature-dependent. A 1°C change in paint temperature can alter viscosity by 2% to 10%.
Solvent & temperature dynamics: Viscosity is heavily temperature-dependent. A 1°C change in paint temperature can alter viscosity by 2% to 10%.
- Data impact: In solvent-borne systems, evaporation increases viscosity over time. Viscosity sensors provide temperature-compensated viscosity, allowing the PLC to distinguish between viscosity changes caused by temperature (which requires no action or thermal adjustment) versus changes caused by solvent evaporation (which requires dosing).
The Digital Synergy: Viscosity Sensors with IO-Link Compatibility
IO‑Link provides a standardized, point‑to‑point, digital interface for integrating field devices into industrial automation systems. Compared with traditional analog (4–20 mA) signaling, IO‑Link offers several practical advantages for coating applications:
- Simultaneous transmission of multiple process variables (e.g., viscosity, density, temperature)
- Access to device diagnostics and status information
- Improved noise immunity in electrically demanding factory environments
- Simplified wiring and device replacement through parameter storage
- These capabilities make IO‑Link well suited for inline measurement devices that generate richer datasets than a single analog value.
Simplified Diagnostic and Predictive Maintenance
IO-Link natively supports acyclic data exchange for diagnostics. The system moves from reactive maintenance to predictive maintenance.
- The system monitors the integrity of the sensing element. If the sensor detects buildup or fouling on the probe (which could dampen the reading), it sends a “Maintenance Required” flag to the HMI before the measurement drifts out of spec, allowing for cleaning during scheduled downtime rather than mid-shift.
The use of IO-Link standardizes connectivity and simplifies device management. Technicians can remotely access and adjust the sensor’s configuration, such as setting measurement units or modifying calibration, without needing to physically access the sensor, which is often installed in hard-to-reach or hazardous areas (like paint booths).
Practical Application in Automotive Coating Control
IO-Link is essential in automotive coating where consistency is paramount and works like this:
- Detection: Viscosity sensors detect viscosity inline within seconds
- Compensation: The sensor algorithm calculates temperature-compensated viscosity (the viscosity the paint would be at the reference temperature, e.g., 25°C)
- Communication: This corrected value is sent via IO-Link to the PLC
- Action: The PLC compares the reading to the setpoint. If the viscosity is high (due to solvent evaporation), the PLC triggers the solvent valve for a precise duration (e.g., 50ms pulses).
- Result: This micro-dosing strategy maintains the viscosity line as flat, eliminating the variability of manual batch dosing.