New Video: PROFINET RT vs IRT
In the PROFINET world, PROFINET RT and PROFINET IRT are common terms. What is the difference between PROFINET RT and IRT? This video makes a detailed comparison.
In the PROFINET world, PROFINET RT and PROFINET IRT are common terms. What is the difference between PROFINET RT and IRT? This video makes a detailed comparison.

Edge components make it possible for data to be processed almost in real-time, directly at the source, with a minimum of network traffic. Learn about edge applications and how PROFINET is laying the foundation for modern edge concepts here.
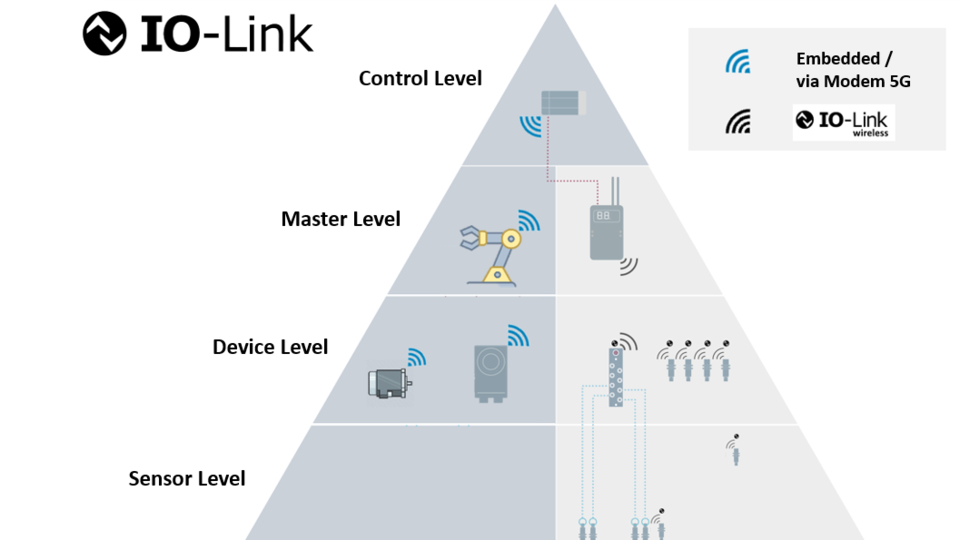
IO-Link Wireless is a standard that was defined specifically for factory automation. It provides a reliable, real-time, and deterministic protocol for control systems. Learn the details about IO-Link Wireless compared to 5G Ultra-Reliable and Low Latency Communication.
Last month, PI North America and the PICC/PITC Argentina hosted a successful webinar in Spanish language: "Diseño de Redes PROFINET." The event was the first in a 3-part training series. You can register online for the upcoming webinars on PROFINET network installation, and maintenance + diagnostics -both also in Spanish language.
These new whiteboard videos explain complex and valuable concepts in less than 5 minutes: "Helpful Troubleshooting Tips for PROFIBUS Projects" and "Debunking Industry Myths: Is PROFINET Proprietary?" Watch them here today!
This short video covers an overview of PROFINET, including protocol mechanisms, installation, configuration, network components in just under 10 minutes. Watch it today!

Operational Technology (OT) has come a long way since the first proprietary serial protocols and has adapted to many technological changes. The convergence of OT and IT is one of the most challenging ones. OT and IT have very different requirements – especially when it comes to diagnostics.
What is the difference between PROFINET and Ethernet? Can you give us a PROFINET vs. Ethernet comparison? We get these questions quite often. This White Paper helps clear any doubts by explaining the difference between PROFINET and Ethernet with technical details and examples.