At a glance:
- Better information for targeted process control
- Comprehensive data about the physical fieldbus level
- Optimal information for preventive maintenance
- Transparent processes
- Increased system availability
- Greater measurement accuracy
- The basis for proactive process control
When the Benefits Add Up
 The Glencore Group is one of the world’s largest commodity traders. It operates 90 branches in 50 countries and employs 160,000 people in the production, refinement, and processing of agricultural products, metals, minerals, and energy products. Glencore Magdeburg GmbH is part of this group. It is a producer of biodiesel and a certified producer of rapeseed oil for the animal feed and human food markets. In Magdeburg, the company operates a plant for processing rapeseed with a capacity of 700,000 tons per year.
The Glencore Group is one of the world’s largest commodity traders. It operates 90 branches in 50 countries and employs 160,000 people in the production, refinement, and processing of agricultural products, metals, minerals, and energy products. Glencore Magdeburg GmbH is part of this group. It is a producer of biodiesel and a certified producer of rapeseed oil for the animal feed and human food markets. In Magdeburg, the company operates a plant for processing rapeseed with a capacity of 700,000 tons per year.
The company took the construction of a new plant in Magdeburg as an opportunity to break new ground in process control and to utilize Profibus PA consistently in its process automation. On-site implementation was carried out by ELCON automation & engineering GmbH from Herten, a company that already has extensive experience in project planning, installation, and commissioning of communication infrastructures for process control in the chemical industry.
When choosing the fieldbus infrastructure for the new plant, ELCON convinced the project managers at Glencore to opt for PROFIBUS PA and the FieldConnex series from Pepperl+Fuchs. The individual components of this series provide the ideal basis for quick and targeted on-site installation while making project planning for the entire infrastructure much simpler. ELCON Managing Director Thorsten Bille was confident, and the Glencore project was implemented under his direction.
“Another conventional solution?” This question provoked a creative discussion on the choice of system technology for hazardous areas. Operators, the plant construction team, and engineering partners jointly evaluated the technical aspects of conventional and digital systems while openly discussing their reservations. Particularly from a technical perspective, Profibus PA was a convincing choice. The decision was therefore unanimously in favor of digital technology.

Since processing rapeseed oil and its derivatives involves working with easily flammable process media, precautions had to be taken at the new Magdeburg process plant when operating field instruments in hazardous areas. In concrete terms, the fieldbus infrastructure had to connect the instrumentation in all areas—from Zone 0 to Zone 2. Both, gas and dust hazards had to be considered, such as the receiving area.
To tackle this problem, ELCON used a fieldbus topology with high-power trunk and connections to the hazardous areas via Segment Protectors and FieldBarriers. This enabled the implementation of a solution with a relatively simple structure while allowing the intrinsically safe connection of field devices.
Naturally, the transition from conventional discrete wiring to Profibus PA was a technological quantum leap for Glencore. The previous system involved large control cabinets with a high level of system variance and a convergence of different standards, while the fieldbus infrastructure stands out through its consistently transparent structures and a high degree of standardization. While not just saving space, this permits fast and extremely flexible installation. This meant compact fieldbus junction boxes could simply be placed in open space close to the process, and they enabled an easy-to-understand, transparent structure with minimal wiring.
All the Information in One Place
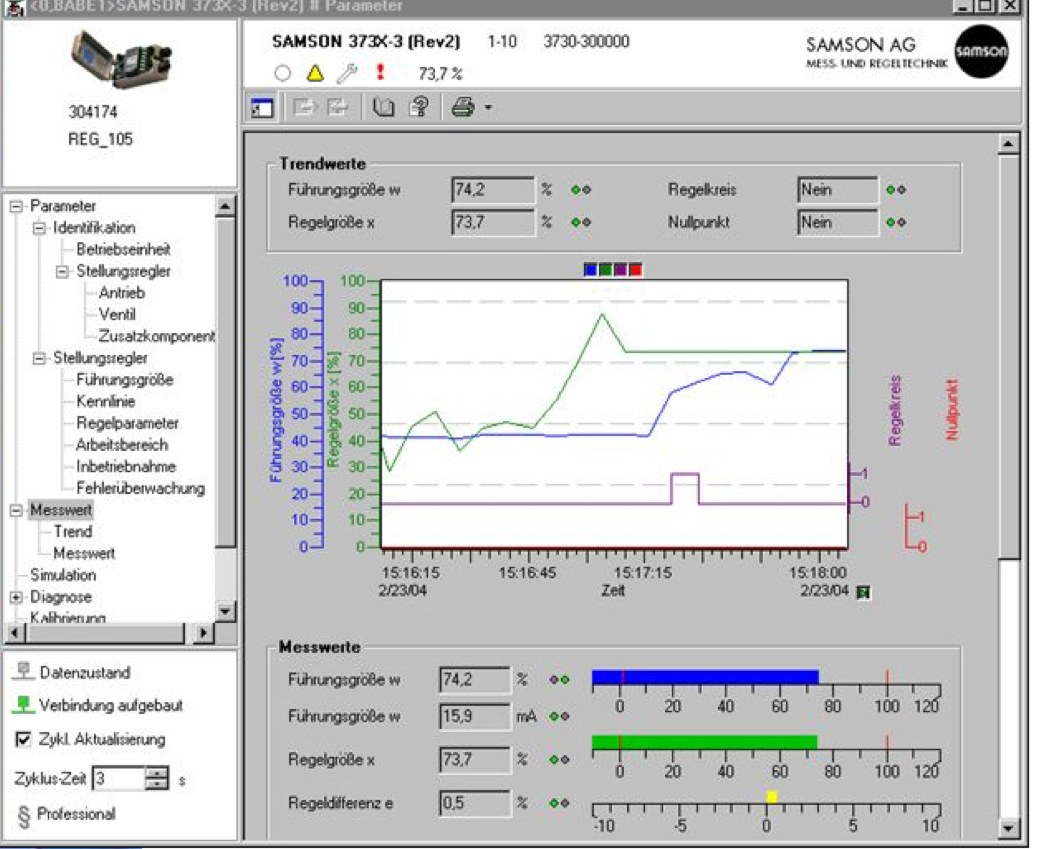
A key advantage of digital networking via Profibus PA is the access it offers to all data for the instrumentation and fieldbus physical layer directly from the control room. This includes information about the current status of each field device and comprehensive diagnostic and configuration data. This means, for example, that the difference between a setpoint and actual value for a valve can be automatically detected and monitored. If the deviation reaches an adjustable threshold, this indicates a stuck valve or other cause resulting in stiff valve movement. The travel time of the valve is deliberately hidden in order to prevent false alarms during a change in setpoint. Maintenance teams also receive more information that is useful to them, giving them the ability to make proactive interventions and maintain uninterrupted plant operation.
Diagnostic data is not just available remotely. It is sent immediately to an electronic field device documentation system and is available quickly for situations like replacing and reconfiguring a component. In the new Glencore Plant III, this is done via Pactware in combination with the advanced diagnostics functionality from Pepperl+Fuchs.
A Long-Term View of Every Component
Advanced diagnostics offers an additional advantage. Constant access to the status of the fieldbus physical layer provides the technical basis for proactive maintenance concepts in the fieldbus installation itself. This contributes to significantly improved plant availability. Using appropriate asset management solutions allows problematic developments to be detected far in advance and the relevant components can then be replaced in the course of routine maintenance work. Unexpected plant downtime and the resulting financial impact become extremely rare.

In collaboration with the employees on site, ELCON precisely fine-tuned the system messages for the new Glencore process plant. This has protected the staff in the control room from information overload, since only the messages that may have a lasting impact on the process flow are activated. In other words, the plant operator receives a clear graphical overview of the entire process plant showing all key indicators and can switch to an individual field device if a problem occurs. The maintenance personnel know the status of the whole plant, and can take preventive action where there are any identifiable problems.
A typical example is control valves with a large installed base for control of liquid media. A single valve can deliver over 100 diagnostic messages, but it is not possible for anyone to monitor that level of information and identify a critical situation at an early stage. That is why ELCON has developed a graphical representation that clearly shows the key process parameters for the valve. Critical data is highlighted in red, and maintenance personnel can decide whether an immediate response is required or the problem can be addressed during the next routine maintenance inspection.
Targeted Information for Proactive Process Control
The wealth of information provided by the individual field instruments in a process plant describes the condition of each individual unit and supports proactive maintenance concepts for higher plant availability. In line with Industry 4.0, it can provide targeted evaluations to translate data into information and gain knowledge, experience, and insight.
On this basis, the next development step at Glencore is to analyze patterns of long-term wear of individual plant components. Examples include the change in pump characteristic curves, the performance of heat exchangers, or the pipeline throughput. Once these parameters are known, they will provide the ideal basis for both proactive maintenance and process control, taking all changes into account.
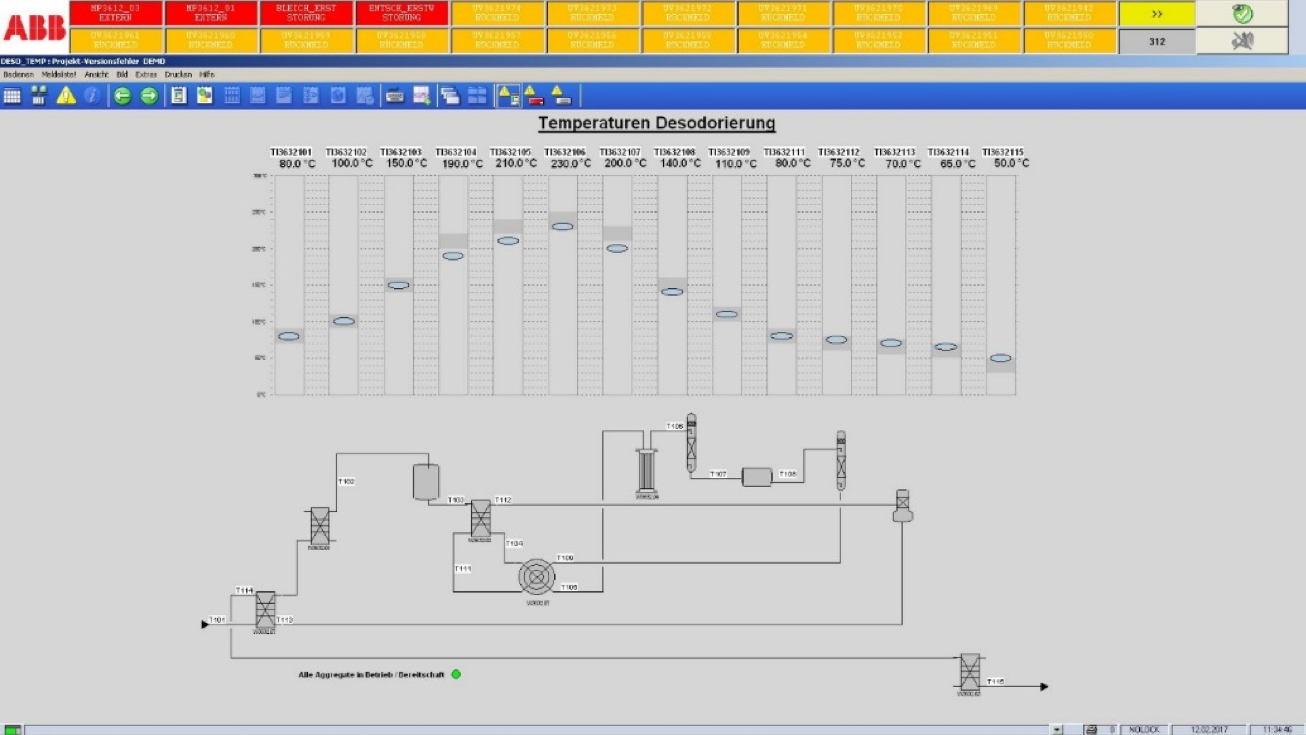
In this regard, clear process graphics are essential. They make functional relationships visible and provide the plant operator with the key performance indicators that are critical to predictive plant operation. At Glencore, the primary indicators are the temperatures at individual process steps. When clear graphics are available to the plant operator that show the temperature flow through the entire system, changes can be detected before they lead to limit values being exceeded and cause quality problems.
Greater Precision for Better Yield
All of these concepts are based on access to countless process parameters, as well as the fact that digital transmission of process values is significantly more accurate than a conventional analog connection between instruments and the automation system. This is why ELCON used a digital system that makes no compromises. It uses FieldConnex temperature multiplexers so that analog field instruments can be integrated seamlessly into the system.
The potential benefits are obvious. The consistently integrated digital communications infrastructure at the Glencore Plant III in Magdeburg allowed measurement accuracy to be improved by 0.5%. This may sound modest at first, but the plant handles an annual production volume of 250,000 tons of liquid product. If measurement accuracy is improved by just 0.5%, this equates to a volume of 1,250 tons per year. Put another way, it is an improvement in planning and calculation equivalent to 20 fully loaded trucks.
ELCON General Manager Dr. Sabine Müller related to the simple installation with FieldConnex and added: “Our installers have never reported ‘mission accomplished’ in such a short time”. Glencore Magdeburg GmbH has at its disposal a production plant, that not only provides the best conditions for predictive maintenance and superior plant availability. It offers the potential for proactive process control through more data, more information, more transparency.