Automated Viscosity Monitoring and Control Leads to High Quality and Sustainable Coating
Industrial coatings perform a great variety of functions, from corrosion and abrasion resistance and UV protection, through thermal and electrical insulation, to appearance enhancement. The market for coatings spans multiple sectors including industrial, automotive, marine, coil, packaging, transportation and building materials. New and emerging markets need cutting-edge, engineered coating solutions with tightly controlled performance characteristics. The challenge in the coatings industry for existing and emerging markets is to lower costs while optimizing performance and reducing waste and environmental impact.

With huge application areas and growing demand from the end-use sectors, this industry is looking for new ways to improve efficiency, quality and profitability. Industry leaders across sectors are moving towards adoption of more advanced technologies such as automation, industrial internet of things (IIoT) and simulation techniques.
Application of Coating
Coating and finishing processes use advanced technologies to produce durable surfaces, high quality finishes, while maximizing process efficiency and meeting environmental regulations. Surface finish consistency, product quality and variety play a vital role in ensuring customer satisfaction. Coating quantity and quality have a large and direct impact on manufacturing, sales and maintenance costs.
Viscosity of the coating material is central to achieving consistency. It is an effective indicator of concentration of coating solids in the fluid, which is the basis for the thickness and uniformity of the film. Performance parameters all depend on the viscosity of the liquid coating at the point of application. These include coating film build, transfer efficiency, coating thickness and deposition, color match, finished surface qualities and chemical resistance. Viscosity is the main factor influencing the thickness and adhesion of the coating. Proper viscosity control assures the quality and lifetime of the coat, helping meet the highest demands on the quality and productivity of the coating process.
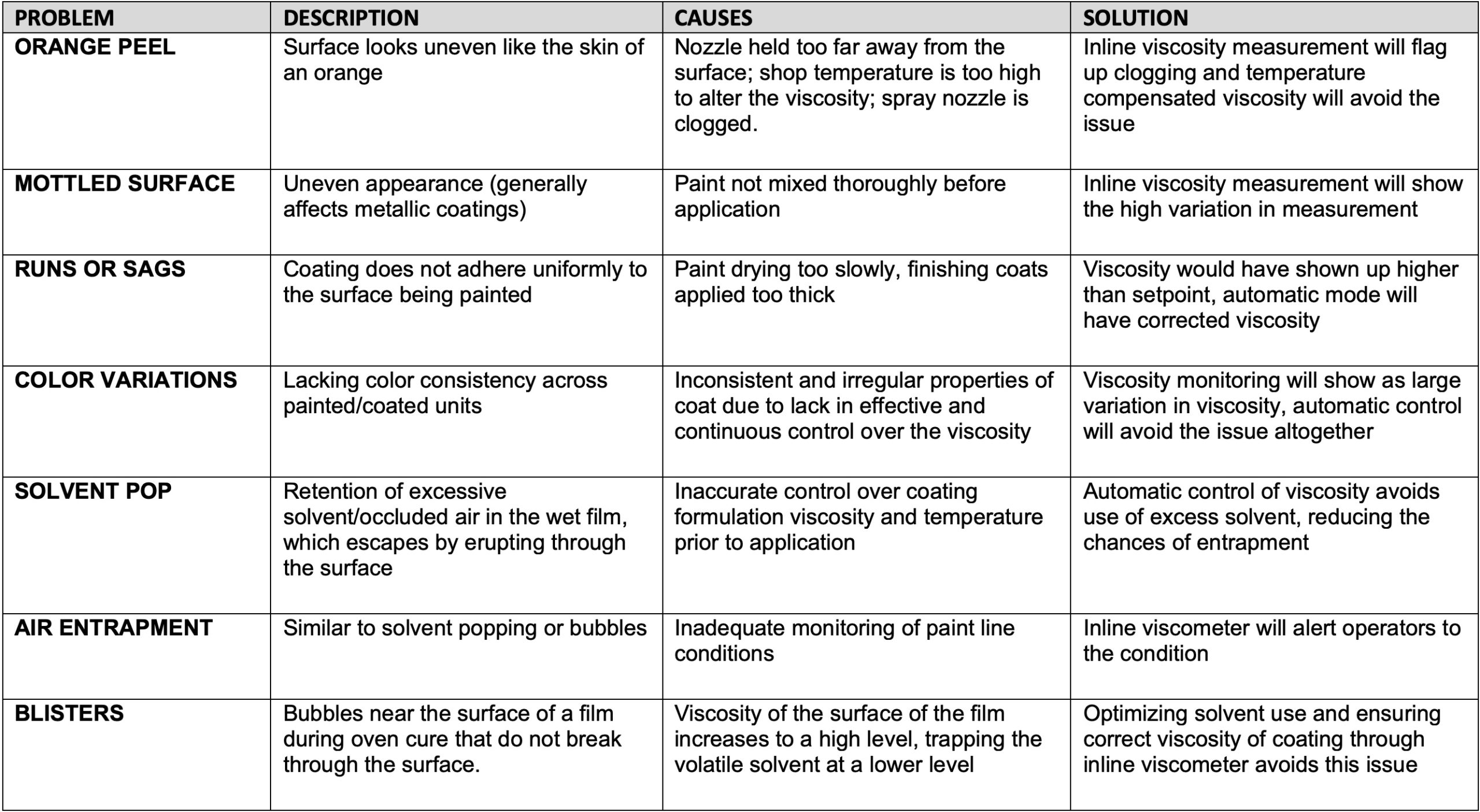
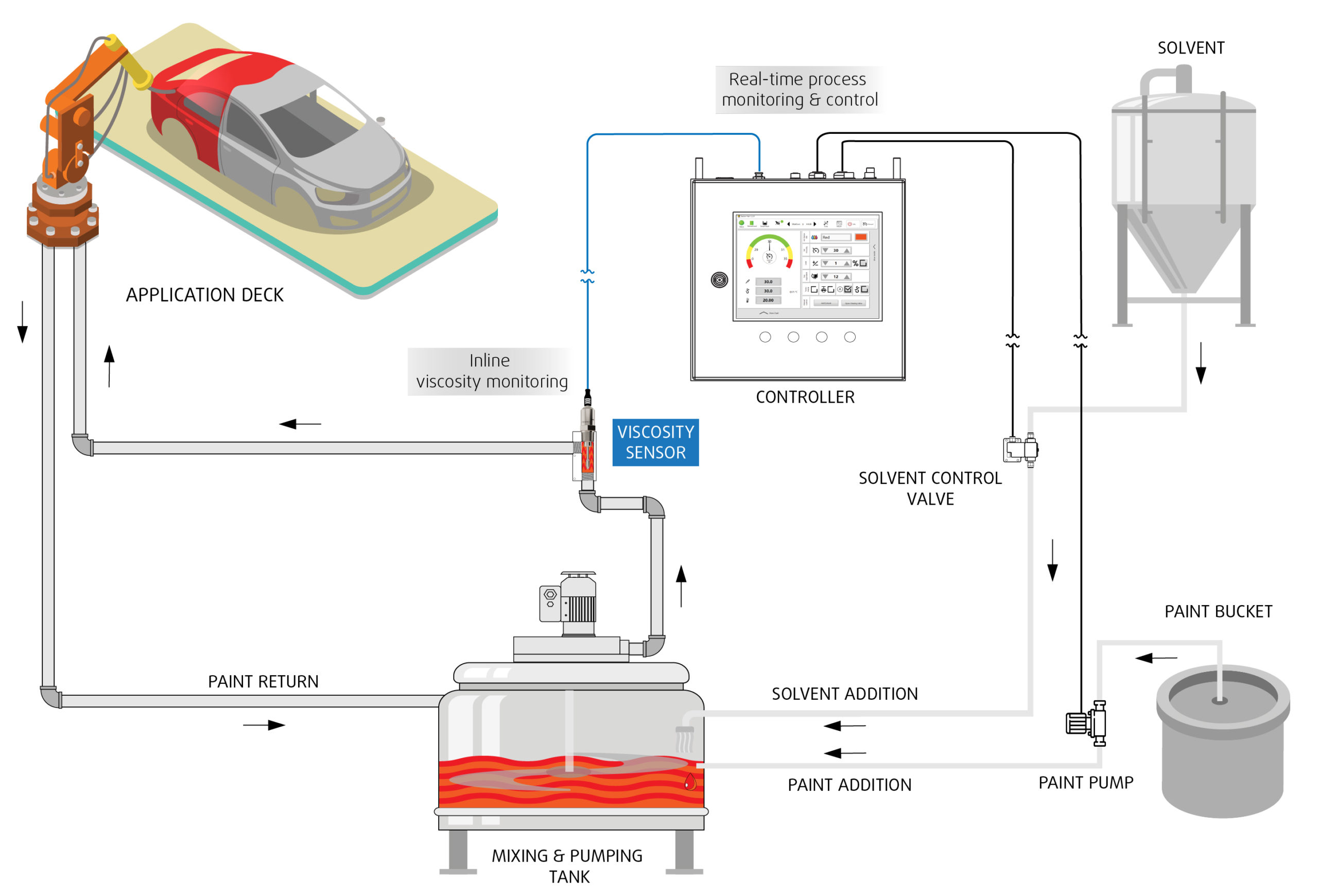
A typical coating system includes: supplies of base stock and make-up fluid, an agitated mix tank, a pump, the feed line to the applicator, the applicator itself, and the return line to the mix tank. The applicator can utilize a dip, roll, spray, sputter, flow or other process. If the coating solution is not sufficiently viscous, the coating on the product may not be sufficiently thick to provide protection. However, if viscosity is too low, film sagging will result on vertical surfaces leading to unevenness in coating. This requires finishes with complex rheological properties. They must have low viscosity during spraying, and much higher viscosity when the material lands on the surface to be coated. In addition, coating viscosity depends on temperature, so that maintaining finish quality requires compensating the viscosity of coating material for the ambient application temperature.
Current State of Coating Viscosity Monitoring and Control
Viscosity is typically measured in the laboratory using a rotational instrument, such as a Brookfield-type viscometer or a high-precision rheometer. This enables strict temperature control, which is essential to characterizing the rheological properties of coating materials. However, these measurements, performed on samples pulled from the production floor, may take hours or even days to analyze, so that their measurements may not characterize the actual state of the materials currently being applied.
On the production floor, viscosity is typically measured by timing its flow from a funnel-like device, such as a Ford or similar efflux cup. The operator fills the cup with the formulation, and measures the time necessary for the cup to empty. The longer the time, the higher the viscosity. This is usually done at intervals of 15 minutes or more, so that deviations in viscosity can only be detected after a considerable amount of coat has already been applied. Also, temperature control of cup measurements is difficult if not impossible, leading to possibly large discrepancies between measured values and actual viscosity at the point of application. Such offline measurements cannot capture viscosity changes due to temperature changes, blending variations and evaporation as they occur.
Variation in material temperature leads to viscosity changes in the coating materials, resulting in structural differences or sagging. In most paint systems there is a tendency of sedimentation of the contained binder and pigment components. Inhomogeneous coating material inevitably leads to an inadequate coating result. Settled components may lead to blockages and to the gradual blocking of lines. Flaked coat components result in soiling of the coat film. The variations, difficult to control result in incorrect film thickness and consequentially lead to off-quality unusable end products, with unacceptable visual or other performance characteristics.
Inline Viscosity Measurement to the Rescue
Fortunately, solutions are available that enable real-time, inline viscosity measurement and control, making it possible to detect process variations as they happen. Viscosity fluctuations due to solvent or coating addition, temperature changes, and evaporation can be automatically compensated before they affect coating quality. Continuous viscosity monitoring can be correlated with coating material and solvent consumption, as well as film thickness and quality, in order to strategically alter process parameters for optimizing the coating process. Inline viscosity control can result in higher product quality, increased yields, significant savings in the use of coatings and coatings solvents, and minimize the downtime of the coating process, compared to traditional, off-line measurements with the efflux cup.
Solvent evaporation, addition of fresh coating or solvent to the mixing tank, and sedimentation may lead to viscosity change in the coating materials, resulting in coating defects or excessive coating and solvent consumption.
Temperature is also a crucial variable in determining viscosity. Unfortunately, temperatures in production environments are often not well controlled. Viscosity, which reflects solids content in the coating, must be correct despite temperature variations. Cup measurements have neither temperature measurement nor control, so cannot be directly compared with actual spraying temperature. This can lead to variations in coating quality as the process temperature varies.
Drivers for Coaters’ Adoption of Real-Time Viscosity Management
There are four significant factors that make viscosity management important in coating applications:
- End-product quality: Poor coating quality can adversely affect the desirable properties of the coats – finished surface qualities, coating deposition, protection properties and chemical reactivity. All these properties depend on the how well the coating process is controlled, hence controlling viscosity is critical.
- Reducing costs by reducing waste: Over-mixing can not only affect the quality of end product but waste ingredients, raw materials, time and energy. Viscosity management in the mixing process can identify the endpoint reliably and accurately, thus leading to significant reduction in raw materials consumption, energy usage, rejects and waste.
- Efficiency: Hassle free, real time monitoring of viscosity eliminates costly and time-consuming laboratory analysis, which often results in delayed response to changes in the coat Ensuring consistency throughout the coating process significantly reduces reject rates, saving cost and time while improving profit margins.
- Automation: Automatically monitoring and controlling coating preparation and application process takes out a manual sampling and testing step that is prone to errors and relieves operators to focus on the quality of the final product.
Coating Applications Need Advanced Process Technology for Accurate, Real-Time In-Line Viscosity Measurement and Control
Inline viscosity measurement calls for a compact, robust viscosity sensor, combined with a measurement and control system that translates the sensor’s reading into information used to monitor and control the process viscosity.
A technology that has proven especially applicable to inline measurements makes use of a mechanical resonator whose oscillations are damped by the viscosity of the coating material. An electronics system connected to the resonant sensor measures its damping, and converts this to a viscosity value. In addition, a temperature sensing device installed in the viscosity sensor provides a measurement of coating material temperature exactly at the point of viscosity measurement.
Resonant sensor technology provides a solution that is uniquely adapted to inline coatings monitoring and control. They fulfill many of the requirements for reliable and accurate measurement:
- Robustness – they maintain accuracy and repeatability over wide variations in process parameters. They are free of the rotating parts and narrow gaps that are typical of laboratory viscometers and rheometers. Further they can operate in environments with high levels of vibration and shock.
- Operator independence – both efflux cups and laboratory instruments require skillful operators to maintain reliable, repeatable measurements. Without adequate training and attention to detail, operator-dependent methods are generally unreliable for maintaining tight control over the coating process.
- Compatibility with automated monitoring and control systems – Implementation of Industry 4.0 methodologies requires seamless interfacing of measurement systems with existing plant technology. Resonant viscometer systems provide a wide spectrum of output options, including PROFINET and OPC UA for direct acquisition of data by machine PLC and factory SCADA systems. Offline methods, by contrast, require the intermediate stage of the operator entering viscosity values manually, a process that is prone to lapses and errors and does not create complete traceability of the process.
- Tight temperature control – a good resonant sensor has temperature measurement integrated into the sensing element. This enables characterization of the coating material at the point of viscosity measurement, rather than under laboratory conditions.
- Simple maintenance – the most advanced resonant sensors expose hermetically sealed, mechanically robust sensor elements to the coating material. They are free of gaps and cavities, and can be easily cleaned in place (CIP) or removed an simply wiped clean with a solvent-soaked rag. Systems are even available that enable washing the sensor in the line, coupled with self-check systems that indicate whether the sensor is clean and free of any contamination.
- Cost effective – despite relatively higher initial cost when compared with efflux cups, inline resonant measurement systems are generally far less expensive that typical laboratory instruments, especially when the recurring cost of skilled laboratory technicians is factored into the equation. The lifetime cost of these inline viscometers are significantly lower than manual cups when labor cost is taken into consideration.
Viscosity and Temperature: an Intimate Relationship
The viscosity of nearly all liquids is highly temperature dependent. A viscosity measurement without tight and accurate temperature control is meaningless. For this reason, it is essential that the temperature of the fluid is measured as close to the point of viscosity measurement as is practical. Instruments such as the Rheonics SRV have accurate temperature measurement integrated into the sensing element so that the value of every viscosity measurement is accompanied by a temperature value.
Measuring the fluid temperature at exactly the point of viscosity measurement has a further advantage. It is possible to characterize the relationship of coating viscosity to temperature by varying its temperature over the range expected in the coating line, while measuring its viscosity with the inline viscometer. The resulting measurements can be used to derive a formula that allows the fluid’s viscosity at any temperature in this range to be calculated from a measurement at any other temperature in this range. Therefore, the so-called temperature compensated viscosity becomes independent of the actual process temperature. Temperature compensated viscosity is important because it reflects some very relevant process parameters, such as pigment loading or solvent concentration, both of which are, in themselves, independent of temperature.
Reliable Viscosity Measurement Enables Predictive Control for Industry 4.0 Integration
Some of the key elements in bringing coating lines up to Industry 4.0 standards include:
- Consistency in coating through automated corrective actions
- Agility in dealing with new product variants in production, compliance and product provenance
- Big data provides robust evidence to base decisions for greater efficiency
- Interconnection and information transparency allow for operators to make decisions both inside and outside of production facilities, thus enabling decentralization of decisions
- Reduction in carbon emissions – Optimizing the coating process reduces material usage, energy consumption and waste – all of these reduce the CO2 budget of the coating process significantly.
- Return on investment (ROI) on typical inline viscometers are on the order of 3-6 months.
Conclusion
Modern sensor and control systems advance coating process control to conform to Industry 4.0 requirements. By pairing accurate, reliable inline sensors with sophisticated online control systems, viscosity control can be brought up to the standards required of high-speed, automated coating lines, while enhancing productivity and conformity to environmental standards. Such systems are open to future developments in the field, enabling agile adaptation to changing coatings formulations and improvements in application technology.
Authors:
Manpreet Dash, Sunil Kumar, Joe Goodbread, Vijoya Sa
Rheonics GmbH